Why Machine Type Matters More Than Ever in 2026
Energy costs have climbed across North American and European manufacturing over the past few years. At the same time, part tolerance requirements are tightening and cleanroom compliance is becoming standard in medical and electronics molding. The press you buy today will shape your operating costs for the next 10 to 15 years.
Each of the three dominant press technologies grew out of a different set of priorities. Getting clear on what those priorities are for your operation is the only reliable starting point for a good buying decision.
Traditional Hydraulic
Proven force delivery for large tonnage and thick-wall parts. Lower initial cost at the high-tonnage end, wide availability.
All-Electric
No hydraulic oil, maximum precision and cleanliness. Preferred for medical, optical, and micro-molding where contamination and repeatability are non-negotiable.
Servo-Hydraulic
Hydraulic power combined with servo-motor precision and on-demand energy management. The practical choice for most commercial and industrial applications.
Traditional Hydraulic: The Workhorse That Is Not Going Away
Full hydraulic machines have run on factory floors for decades and still hold real advantages. Hydraulic systems deliver continuous, high-force output well suited to large molds, thick-wall structural parts, and applications where clamping tonnage is the primary constraint. Some commercial hydraulic machines exceed 80,000 kN of clamping force, a level that ball-screw electric systems have difficulty matching cost-effectively at the large end of the tonnage range.
The drawbacks are straightforward. A conventional hydraulic pump runs continuously regardless of what the machine is actually doing, circulating oil through valves even during dwell phases. That wasted energy adds up over thousands of production hours. Noise levels are higher, and managing hydraulic oil is an extra maintenance burden that cleanroom and food-contact operations want to eliminate.
When Traditional Hydraulic Still Makes Sense
Traditional hydraulic is a reasonable choice when your application demands very high tonnage (500 tons or more), the parts you mold are large thick-wall structural components where cycle time is not the main constraint, and your budget cannot stretch to a servo-hydraulic or all-electric solution at that tonnage level. If your plant already has strong hydraulic maintenance capability, that also reduces the total cost of ownership gap.
All-Electric: Precision and Cleanliness at a Premium
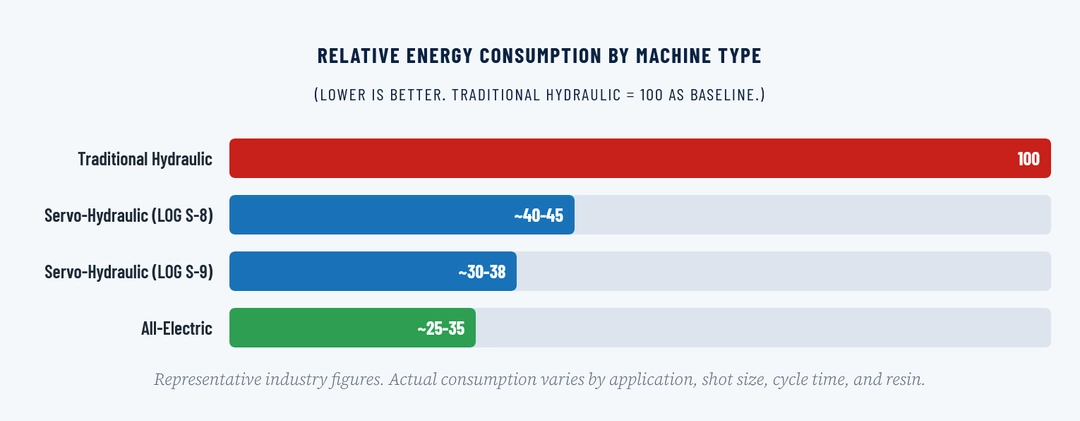
All-electric machines have come a long way since their commercial debut in Japan in 1983. Each machine axis, including injection, clamping, screw rotation, and ejection, is driven by its own independent servo motor. Because each axis only draws power when it is actually moving, energy consumption drops substantially compared to a traditional hydraulic press of equivalent tonnage. Industry figures commonly cited range from 20% to 40% energy savings over traditional hydraulic machines.
Repeatability is also a genuine strength. Servo drives remove the pressure-drop variability that comes with hydraulic valves, so shot-to-shot weight consistency is tighter. No hydraulic oil means cleaner operation, simpler maintenance, and a much lower contamination risk, which is a hard requirement in ISO-classified cleanroom environments.
Where All-Electric Has Limitations
All-electric machines cost more upfront, mainly because large-capacity servo drives are expensive at high tonnage. At very low speeds relative to rated capacity, the drive may need to be oversized to maintain performance, which adds further to the purchase price. For processors running high-volume, heavy structural molding above 650 tons, it is often difficult to justify an all-electric solution on a total-cost basis against a comparable servo-hydraulic press.
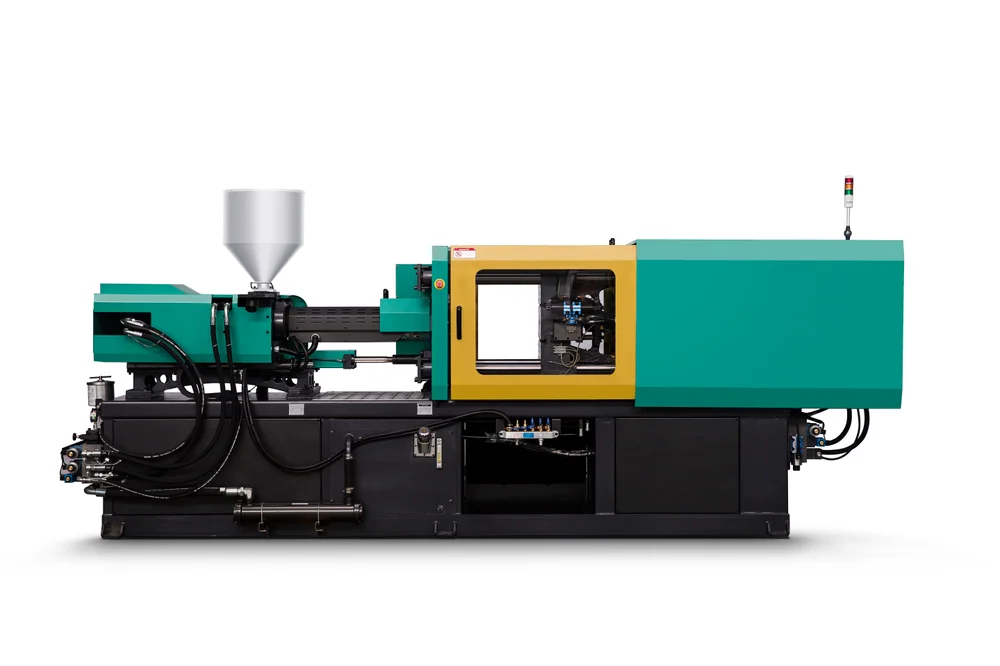
Servo-Hydraulic: The 2026 Commercial Sweet Spot
A servo-hydraulic machine swaps the fixed-speed pump motor of a traditional hydraulic press for a variable-speed servo motor. Instead of running the pump continuously, the servo motor delivers exactly the hydraulic flow and pressure that each phase of the cycle requires, then idles when the cycle does not need it. That on-demand approach is why servo-hydraulic machines typically cut energy consumption by 50% to 75% compared to a traditional hydraulic press of the same tonnage.
The outcome is a press that keeps the robust clamping force, broad material compatibility, and large-shot capability of the hydraulic platform while adding the precision and energy efficiency that used to require an all-electric machine. And it does so at a substantially lower purchase price than a comparable all-electric press, particularly in the mid-to-high tonnage range where most commercial processors operate.
EtherCAT and Closed-Loop Control in Modern Servo-Hydraulic Presses
The better servo-hydraulic machines on the market today incorporate high-speed industrial communication buses such as EtherCAT to link pressure sensors, servo drives, and the machine controller with cycle times as fast as 500 microseconds. That speed enables closed-loop injection control that adjusts holding pressure, screw velocity, and fill parameters shot by shot in real time, catching variation before it turns into scrap.
In practical terms, a modern servo-hydraulic press can deliver shot-to-shot weight consistency close to all-electric performance, while keeping the hydraulic platform’s advantage in force density and broad tonnage coverage.
Side-by-Side Comparison: The Data That Drives the Decision
| Factor | Traditional Hydraulic | Servo-Hydraulic | All-Electric |
|---|---|---|---|
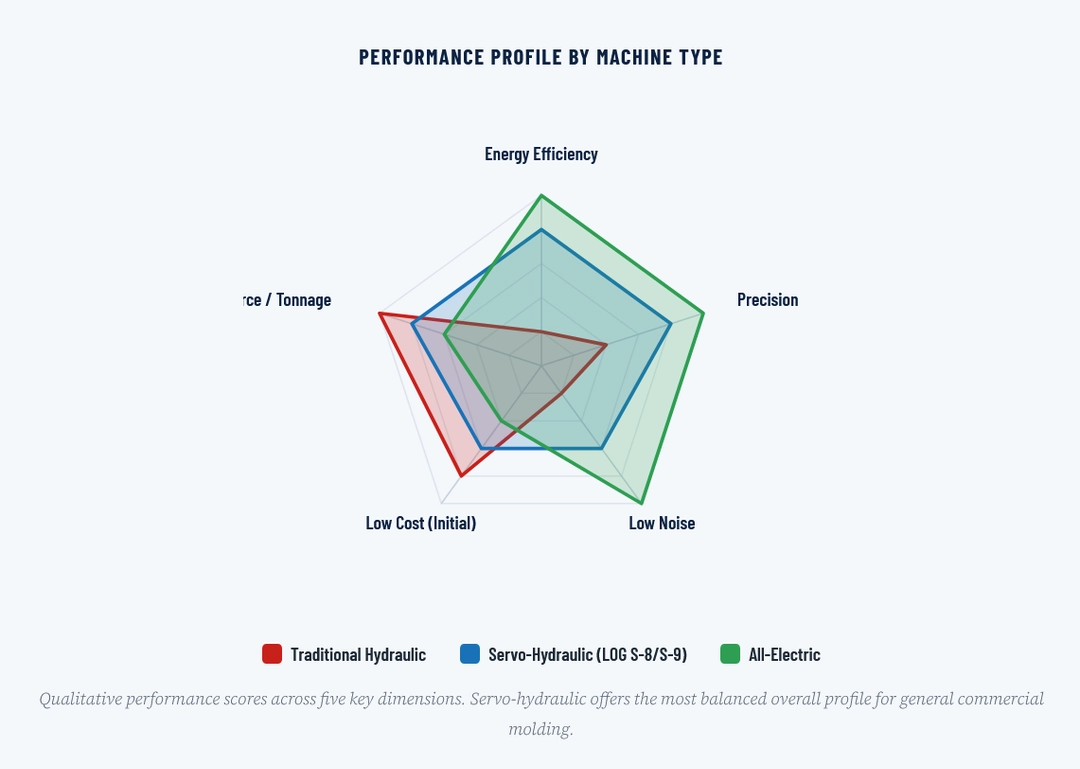
| Energy Efficiency | Low | Very High | Highest |
| Precision / Repeatability | Moderate | High | Highest |
| Max Clamping Tonnage | Extremely High (80,000+ kN) | Very High (up to 6,500+ kN in LOG lineup) | High, but cost climbs sharply above 500 tons |
| Noise Level | High | Low to Moderate | Very Low |
| Cleanliness / Contamination Risk | Oil present, higher risk | Oil present, managed risk | Oil-free, lowest risk |
| Initial Purchase Cost (mid-tonnage) | Lower | Moderate | Higher |
| Total Cost of Ownership (10 yr) | Higher (energy + maintenance) | Lower | Lowest energy cost, higher upfront |
| Best Applications | Heavy structural, very large tonnage | General-purpose, packaging, consumer goods, auto, appliances | Medical, micro-molding, optical, cleanroom |
The 2026 Verdict: Match the Machine to the Job
There is no one-size-fits-all press. Use this as your starting framework.
You need very high tonnage (over 1,000 tons), primarily mold thick-wall structural parts, and upfront cost is the overriding constraint.
You want 50 to 75% energy savings, broad application flexibility, and solid ROI across packaging, consumer goods, auto parts, or appliances. This covers most commercial processors.
Your work is cleanroom-sensitive, such as medical devices, optical lenses, or microelectronics, or if zero hydraulic oil is a hard requirement for your customer or certification.
How LOG IMM’s S-8 and S-9 Series Fit This Landscape
Both the LOG S-8 and S-9 are servo-hydraulic platforms, which puts them squarely in the technology category that fits the widest range of commercial molding work. The S-8 is built for high-energy efficiency across general-purpose applications: packaging, consumer goods, construction fittings, and appliance parts, running from 90 to 650 tons. The S-9 is LOG’s high-end precision platform for customers where tighter dimensional tolerances and more demanding cycle control are part of the job spec.
Both series carry the hydraulic system’s proven force delivery combined with servo-motor efficiency and precision. And LOG’s after-sales infrastructure, which covers field service, processing assistance, training, and parts availability, means support does not stop at delivery.
LOG Injection Molding machine spare parts are also available through Virtus Equipment Direct, the online store operated by LOG’s sister company Virtus Equipment. The store carries parts for LOG, Virtus Equipment, and ZERMA America machines, making it a convenient single source for plastics processing and recycling operations that run equipment across more than one of these brands.
Not Sure Which LOG Press Fits Your Application?
Our engineering team can review your part geometry, material, cycle time requirements, and production volume to point you toward the right machine.