Why Industry 4.0 Matters on the Molding Floor
Industry 4.0 is the shorthand for the fourth industrial revolution: connecting physical manufacturing equipment to digital systems so the two can exchange data and act on it automatically. In injection molding, that shift means moving from a world where a press operator adjusts parameters based on sampled inspection results to one where the machine corrects its own parameters, shot by shot, using live sensor feedback.
This matters because injection molding quality is sensitive to variation. Melt temperature shifts, viscosity differences between material batches, ambient temperature changes, and hydraulic pressure drift all interact to push parts out of spec. Traditional process control puts the correction burden on the operator. Smart process control handles it inside the cycle before the part even ejects.
The Four Technical Pillars of a Smart Injection Molding Machine
EtherCAT Communication Bus
High-speed industrial protocol linking sensors, servo drives, and the machine controller with sub-millisecond cycle times.
Closed-Loop Control
Real-time feedback from cavity pressure sensors or screw position encoders that lets the press adjust injection parameters automatically, shot to shot.
OPC UA Data Hooks
Standardized communication protocol that lets the press publish process data to MES, ERP, or analytics platforms without custom integration work.
Digital Twin
A virtual model of the mold and machine that simulates production runs, catching potential defects and process issues before the first real shot.
EtherCAT: The Nervous System of the Smart Press
EtherCAT (Ethernet for Control Automation Technology) is an industrial fieldbus standard developed by Beckhoff Automation. It enables deterministic communication between a machine controller (PLC) and distributed devices including servo drives, sensors, and I/O modules, with cycle times as low as 100 microseconds and synchronization accuracy under 1 microsecond.
On an injection molding machine, EtherCAT ties the injection pressure sensor, the servo motor drives, and the controller into a single high-speed loop. When a pressure spike is sensed in the cavity, the system can trigger a compensating adjustment to holding pressure within a single millisecond. That is far faster than any operator could respond and faster than older analog or serial-bus control loops could manage.
Published data from machine controller manufacturers indicates that EtherCAT-based closed-loop injection control typically completes a full response cycle, from reading the sensor through calculation to sending the output to the drive, in roughly 1.5 milliseconds. That speed is what makes genuine shot-by-shot automatic process correction possible.
Closed-Loop Control: What It Actually Does on the Press Floor
Closed-loop control means the press monitors a process variable, most commonly cavity pressure, screw position, or melt temperature, and uses that live data to automatically adjust parameters within defined limits. This is different from open-loop control, where the operator sets the parameters, the machine runs them, and any variation simply accumulates until someone notices and steps in.
Cavity Pressure Monitoring
Sensors embedded in the mold, or values calculated indirectly from injection pressure, track the pressure curve as plastic fills the cavity. Each shot generates a pressure profile that reflects whether fill, pack, and hold are running correctly.
Shot-by-Shot Comparison
The control system compares the live pressure profile against a validated reference profile from a known-good process. Deviations are caught in real time, not after the part has ejected.
Automatic Parameter Correction
When deviation goes past set thresholds, the controller adjusts holding pressure, injection velocity, or switchover position on its own. Depending on the system, this can happen within the current cycle or take effect on the next shot.
Defect Flagging and Automatic Rejection
Parts produced outside the validated pressure envelope get flagged or automatically rejected before entering the downstream supply chain. This cuts the cost of escape defects significantly.
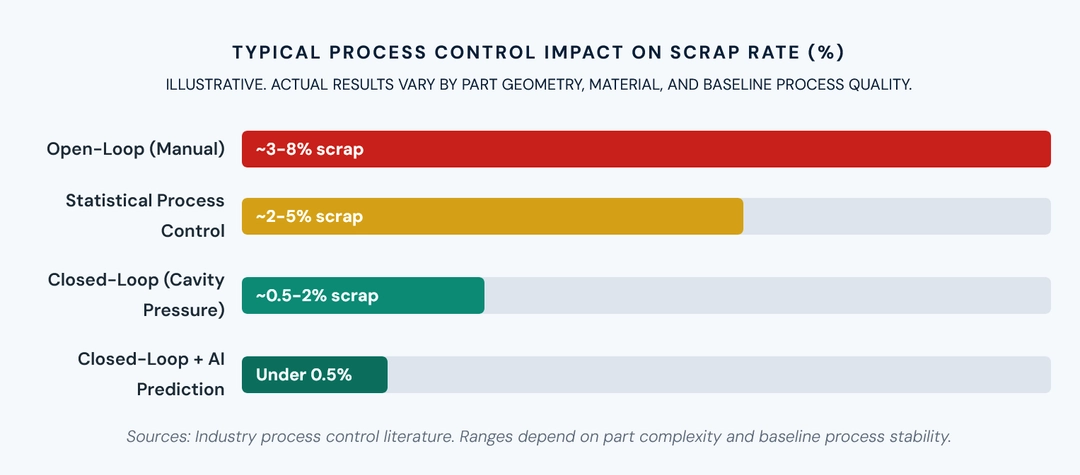
Published research from both academic and industrial sources confirms that closed-loop systems using cavity pressure feedback can keep part weight consistency within tight tolerances, reducing scrap rates and reducing the inspection burden for high-volume production.
OPC UA: The Data Highway Between Your Press and the Rest of the Plant
KEY TERM
OPC UA (Open Platform Communications Unified Architecture) is a machine-to-machine communication standard built for industrial automation. It is platform-independent, secure, and supports both real-time data streaming and semantic data modeling, meaning machines can publish process data in a format that enterprise software like MES or ERP can read directly, without custom middleware sitting in between.
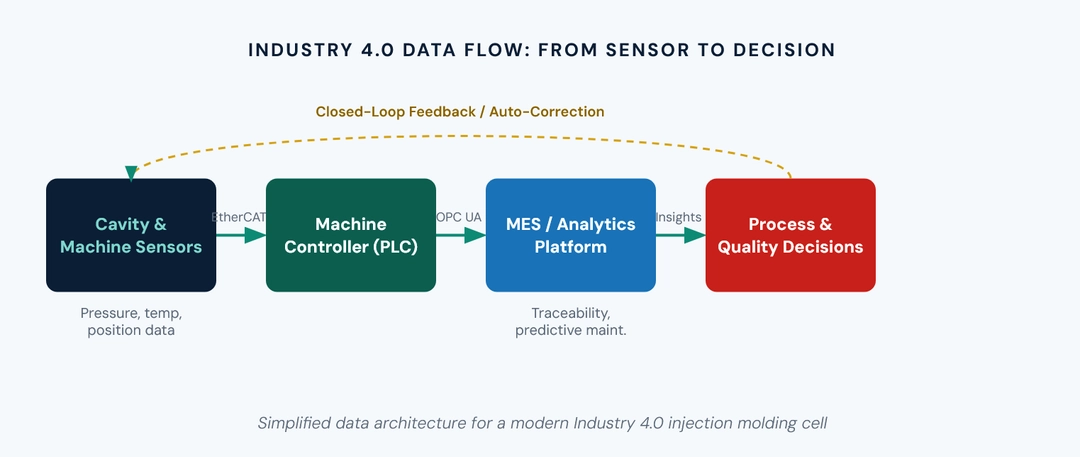
For injection molding operations, OPC UA is the interface that connects the press to the wider digital plant. A machine with OPC UA support can stream shot-level cycle data including shot weight, injection time, peak pressure, melt temperature, cooling time, and energy consumed directly into a manufacturing execution system in real time. Plant managers can then use that data for traceability reporting, predictive maintenance scheduling, and production optimization.
Without OPC UA or an equivalent open protocol, a “smart” machine’s data is essentially locked inside the controller. OPC UA is what makes it actionable at the plant level.
Digital Twins: Test the Process Before Running the First Shot
A digital twin is a virtual model of a physical system. For injection molding, this means a simulation of the mold cavity, runner system, cooling channels, and machine behavior that predicts how a part will fill, pack, warp, and cool before a mold is ever cut or a press is ever set up for production.
Digital twin technology in injection molding has moved from research into practical use over the past few years. Leading mold flow simulation packages can now be coupled with live machine data to build adaptive models that update as production data accumulates. The payoff is faster new product introduction since fewer mold trials are needed to reach a validated process window, and better predictive maintenance because the model can flag when machine behavior starts drifting from its predicted baseline.
AI in Injection Molding: Where It Is Real and Where It Is Still Developing
Artificial intelligence applications in injection molding fall into two groups in 2026: those that are running in production environments and those that are still maturing.
Production-proven AI uses include machine vision for in-line part quality inspection such as surface defect detection and dimensional gauging, predictive maintenance models trained on vibration and temperature sensor history, and process optimization tools that learn parameter relationships from cycle data and suggest adjustments when conditions drift.
Still developing: generative AI for mold design optimization, real-time AI-assisted viscosity compensation, and fully autonomous process setup from part geometry inputs. These exist in research and early commercial form, but they are not yet standard across the industry.
A Practical Reality Check
Not every application needs the full smart-press stack. High-volume, tight-tolerance medical or electronics work justifies investment in closed-loop cavity pressure monitoring, OPC UA integration, and digital twin process development. High-volume commodity molding of packaging or consumer goods benefits most from the energy efficiency and servo precision of a modern servo-hydraulic machine, without necessarily needing the full data instrumentation layer on top. The technology investment should match the value at stake in your specific application.
Where LOG IMM Machines Fit in the Industry 4.0 Landscape
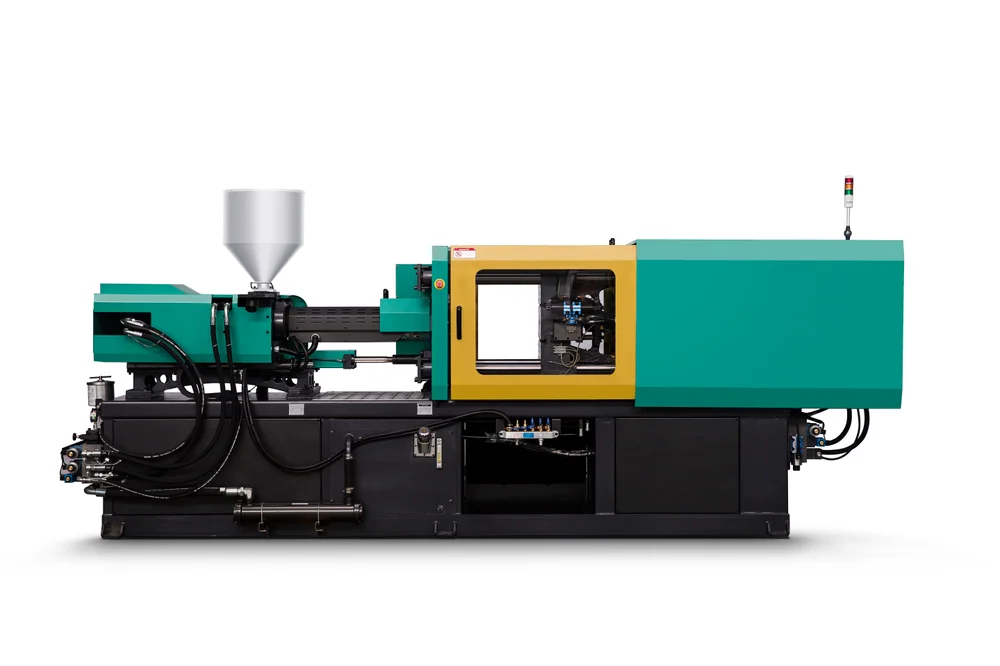
LOG Injection Molding Machine’s S-8 and S-9 servo-hydraulic platforms are built on a servo-controlled hydraulic architecture that provides variable-speed pump control, precise injection profiling, and energy-on-demand operation. These are the foundational requirements for closed-loop process control.
The S-9 Series, as LOG’s high-precision platform, is particularly well suited for applications where tight process windows and dimensional consistency are part of the requirement. The servo architecture of both platforms means cycle data including pressure, speed, position, and temperature is generated and accessible for monitoring and analysis.
For processors working toward Industry 4.0 integration, LOG’s processing assistance team can support process characterization, parameter optimization, and the documentation of validated process windows. That groundwork is what makes digital process control meaningful. LOG’s field service and training programs make sure your team can actually use the capabilities the machine provides.
Building a smart press operation is not a single purchase decision. It is a process of establishing the right machine foundation, validating process windows, and adding data infrastructure in layers that fit your application and your production scale.
LOG Injection Molding machine spare parts are also available for online purchase through Virtus Equipment Direct, the online store operated by LOG’s sister company Virtus Equipment. The store carries parts for LOG, Virtus Equipment, and ZERMA America machines and is a single destination for operations that run equipment across multiple brands.
What to Ask When a Supplier Says “Industry 4.0 Ready”
This phrase gets used loosely in machine sales materials. Before accepting it, ask specific questions.
Does the machine controller support OPC UA natively? Not through an add-on gateway, but built into the control software. A gateway can work, but it adds cost, a potential failure point, and usually limits which data fields are available.
Which sensor inputs support closed-loop correction? A press that monitors actual cavity pressure operates very differently from one that only tracks injection pressure at the barrel. Both can be useful, but their capabilities are not the same.
At what communication speed? Closed-loop control is only as fast as the communication bus underneath it. Ask for the PLC cycle time and the sensor sampling rate. For precision applications, sub-2ms response time is what you are looking for.
What data is logged per shot and in what format? If shot data is stored in a proprietary format that requires the vendor’s own software to access, your ability to integrate with plant-wide systems is limited. Ask for OPC UA or open API access to shot-level data.
Can the machine be field-upgraded? Some platforms allow cavity pressure monitoring, data logging, and OPC UA support to be added after purchase. Others are architecturally closed. Knowing this upfront shapes your digital transformation roadmap and total budget.
Ready to Build a Smarter Molding Operation?
The LOG team can help you evaluate where servo precision, process monitoring, and data integration create real ROI for your application.