Most discussions of hot runner versus cold runner focus on upfront tooling cost: hot runner molds cost significantly more to build. That is true, and for low-volume applications, the economics often favor cold runner. But for any operation running meaningful production volumes, the calculation is more complete than the sticker price on the mold, and it involves variables that directly affect what happens on your production floor every shift.
Understanding both runner systems in depth, including how each one affects your scrap rate, your regrind program, and the machine control requirements for running each reliably, is worth the time. It is the kind of decision that drives cost and quality outcomes for the life of a tool.
How Each System Works
Hot Runner System
The plastic melt is kept in a heated manifold and heated drops (nozzles) throughout the cycle. The material in the runner system never solidifies, so there is no runner to eject. Each cycle produces only finished parts. The mold requires a heated manifold zone with individual temperature control per drop, adding both tooling cost and process complexity.
Cold Runner System
Molten plastic fills a cooled runner channel connecting the sprue to the gate(s). That material solidifies along with the part and is ejected as a runner at the end of each cycle. The runner is either removed manually, fed automatically to a beside-the-press granulator for regrind, or (in some systems) degated automatically. Tooling is simpler and less expensive to build.
The Material Consumption Difference: Where Cold Runner Costs Add Up
Every cold runner cycle produces runner scrap. On a single-cavity tool with a simple sprue and runner, that scrap volume might be modest. On a multi-cavity tool with a complex runner tree, the ratio of runner material to finished part material can be significant. In high-volume applications, this is where the economics shift.
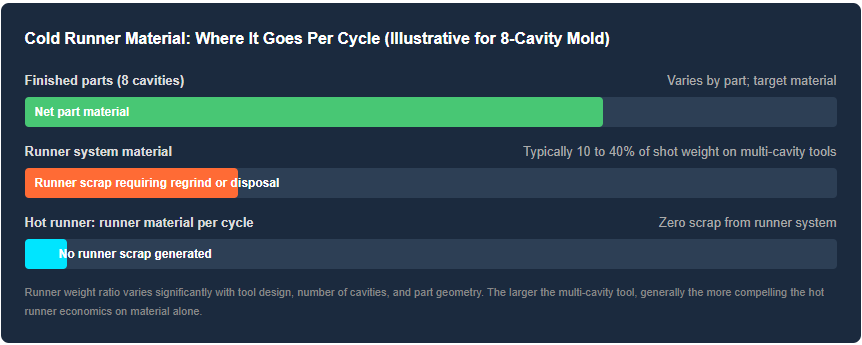
Even when cold runner scrap is granulated and re-blended, regrind has a cost attached to it: granulation energy, equipment wear, labor, and the time the material spends out of the production loop. For heat-sensitive resins or materials where regrind percentage is tightly limited by the customer specification, the cost of runner scrap is more than just the material weight.
Cycle Time Implications
Cold runner tools require the runner system to cool sufficiently for ejection, which adds to the cycle time. In multi-cavity, high-volume tools, eliminating the runner cooling requirement can produce meaningful cycle time reductions. For hot runner systems, gate seal time, which is when the heated gate closes cleanly, becomes the relevant timing parameter instead.
On the machine side, hot runner systems require individual temperature control per zone in the manifold. This demands a press with stable process control and the ability to manage multiple independent heating zones reliably. The LOG S9 series, with its advanced closed-loop control capabilities, is particularly well-suited to demanding hot runner applications where gate temperature uniformity directly affects part quality and cycle consistency.
Which System Fits Which Application
| Application Factor | Favors Cold Runner | Favors Hot Runner |
|---|---|---|
| Annual production volume | Lower volumes where tooling investment payback is slow | High volumes where material and cycle savings justify tooling cost quickly |
| Material sensitivity to heat history | Materials tolerant of regrind and reprocessing | Heat-sensitive or premium resins where regrind percentage is restricted |
| Part color changes | Cold runner purges out quickly for color changes | Hot runner manifold takes longer to purge for color or material changes |
| Number of cavities | Single cavity, low cavitation | Multi-cavity where runner weight ratio to part weight is meaningful |
| Medical and clean-room applications | Acceptable in some applications | Often preferred to eliminate regrind handling and contamination risk entirely |
| Machine control requirements | Standard cycle programming sufficient | Requires reliable multi-zone temperature control; advanced press control is an advantage |
The Regrind Management Connection
Cold runner operations that recycle their runners cleanly and efficiently are running a better operation than those that bag runners for disposal. A beside-the-press low speed granulator paired with a cold runner tool creates a closed loop that captures runner material in the same shift, minimizes contamination, and keeps regrind quality high.
For those applications, a well-configured granulator, like those available from Virtus Equipment and ZERMA America, is essentially part of the cold runner system’s economic model. The machine that produces the scrap and the machine that recaptures it work as a system. When both are sized and configured correctly, cold runner tooling remains a completely viable and cost-effective production choice well into high-volume applications.
View the LOG S8 Series View the LOG S9 Series Processing Assistance Shop Virtus Equipment Direct