Every injection molding operation that generates runner scrap faces the same calculation: the regrind is free raw material if you can use it, and a cost if you cannot. Most operations use it, which is the right answer economically and from a sustainability standpoint. The question is whether they are using it in a way that protects part quality, machine performance, and customer specifications, or whether regrind is quietly creating variability that gets attributed to other causes.
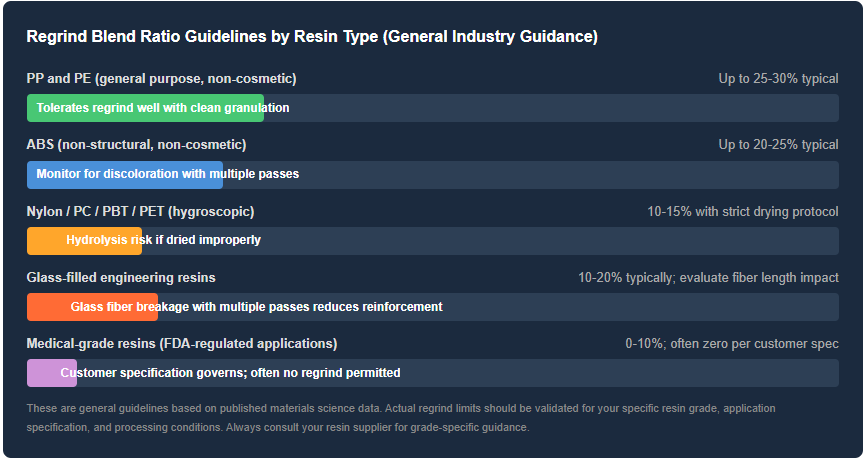
The molding community generally targets 20 to 25 percent regrind in a virgin blend as a general-purpose guideline, according to materials experts cited in the industry press. However, that number varies significantly by resin type, heat history, application specification, and how the regrind was granulated and stored. Understanding why the limits exist, and what actually happens to polymer chains when you exceed them, is what allows you to use regrind confidently rather than cautiously.
What Happens to Polymer Chains With Heat Exposure
Every time a thermoplastic is melted and processed, its polymer chains are exposed to heat, shear stress, and time. For most common resins under proper conditions, a single additional heat pass (from granulation back through the barrel) does not significantly alter mechanical properties. It is the cumulative history across multiple passes, and particularly the combination of heat plus time plus moisture for hygroscopic resins, that causes measurable degradation.
The most serious form of regrind degradation is hydrolysis, which occurs when hygroscopic resins like nylon, polycarbonate, PBT, and PET are processed without adequate drying. Water reacts with the polymer backbone in the barrel, breaking chain length and causing the kind of degradation that lowers melt viscosity, reduces impact strength, and produces splay defects in the part. Industry experts note that parts and melt can look normal even when hydrolysis degradation has occurred, which is why proper drying before processing is non-negotiable for these materials.
The Five Contamination Sources That Degrade Regrind Most Often
| Contamination Source | Risk Level | Prevention |
|---|---|---|
| Cross-resin mixing (different polymers in the same bin) | High | Dedicated labeled containers per press and resin type; never share collection bins across resin families |
| Color contamination (different colorants in the same regrind) | High | Separate regrind by color lot; purge granulator and collection equipment before color changes |
| Fines (undersized particles from over-shredding or worn screens) | Medium | Consistent knife gap maintenance and screen inspection; consider screening regrind before blending |
| Moisture pickup during storage | Medium-High for hygroscopic resins | Sealed containers, controlled storage environment, dry regrind before blending for hygroscopic resins |
| Metal contamination from worn granulator components | Low but serious | Regular knife and screen inspection; metal can score barrel and screw surfaces or damage tooling |
Building a Practical Regrind Protocol
- Label and segregate at the source. Runners and rejects from each press go into a labeled container that identifies the resin type, color, and press. Cross-contamination starts here and cannot be fully corrected downstream. This is the highest-leverage step in the entire regrind program.
- Granulate promptly and consistently. Material granulated the same day it is generated has one known heat history: the original mold processing. Granulate cleanly and consistently, with sharp knives and appropriate screen selection, to produce uniform particle size. A beside-the-press granulator closes this loop on the same shift without accumulation or contamination risk.
- Dry hygroscopic resins before blending. Nylon, PC, PBT, PET, and similar resins must be dried to manufacturer specifications before they re-enter the barrel. This is not optional and cannot be visually confirmed. Invest in proper drying equipment and document drying conditions for every batch that goes back into production.
- Blend at a defined, consistent ratio. Use a gravimetric blender to dispense regrind at a known percentage. Guessing the ratio introduces process variability that affects melt behavior and part properties. Track the ratio in your production records so it is auditable if a part quality question arises.
- Monitor your machine for regrind-related process signals. On a servo-hydraulic press like the LOG S8 or S9, watch for changes in actual injection pressure at transfer compared to your baseline for the same tool on virgin resin. Lower transfer pressure at the same fill velocity indicates lower melt viscosity, which can signal polymer degradation in the regrind blend. This is one of the most direct machine-level signals available without laboratory testing.
View the LOG S8 Series View the LOG S9 Series Processing Assistance Shop Virtus Equipment Direct