Cycle time is the most important economic parameter in injection molding production. Every second saved per cycle compounds across the full production run. A press running 3 million parts per year that saves just 5 seconds per cycle recovers more than 4,100 machine hours annually, which translates directly into production capacity, reduced overtime, or the ability to run more work on fewer machines.
Industry analysis shows that in 60 to 75 percent of cases, injection molding cycle times can be reduced by 10 to 30 percent without any compromise to part quality. That is a significant statement, and it applies broadly across both newer servo-hydraulic machines like the LOG S8 and S9 series and older hydraulic presses. The machine’s capability matters, but process setup and parameter optimization often matter more.
Where Time Is Spent in the Injection Cycle
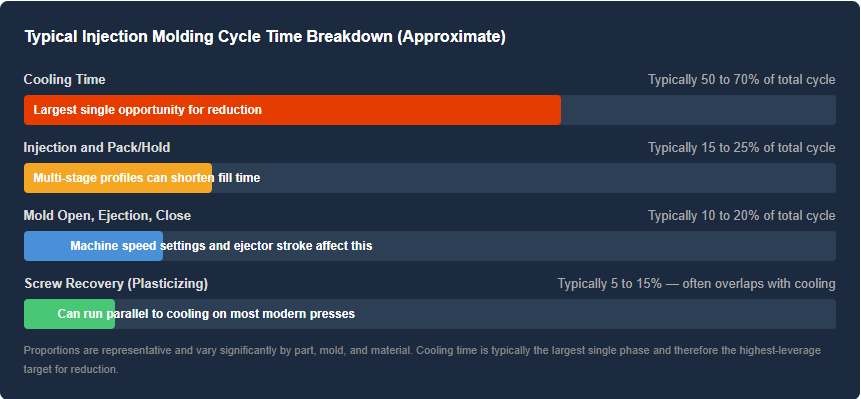
Before you can optimize a cycle, you need to understand how the time is currently distributed. Most injection molding cycles break down across five phases. The proportions vary significantly by part geometry, material, and mold design, but cooling time almost always represents the largest single share of the cycle.
Six Areas Where Cycle Time Is Most Often Lost
Cooling time is the largest phase of most cycles, and it is also the phase most often set with excessive buffer time “for safety.” A systematic gate seal study, running parts at progressively shorter hold times and checking for sink marks and weight consistency, can identify exactly when the gate is sealed and cooling time can safely be reduced. Industry data suggests 2 to 5 seconds can typically be recovered from hold time alone at zero cost.
Running constant injection speed through the entire fill is a common default that leaves performance on the table. Multi-stage injection profiles, using 2 to 5 velocity stages, allow a faster fill in open sections and controlled deceleration near sensitive geometry or thin walls. Studies show fill time reductions of 20 to 28 percent are achievable through profile tuning without affecting part quality.
Cooling time is only as fast as your mold cooling allows. A mold running with hot or cold spots due to inadequate temperature control will require longer cooling to reach consistent part temperature for ejection. Dedicated temperature controllers with accuracy of plus or minus 0.5 degrees Celsius produce measurably more consistent cooling than standard units running at plus or minus 2 to 3 degrees.
On presses with sufficient control capability, screw recovery (plasticizing) can run simultaneously with the cooling phase rather than sequentially after ejection. On most modern servo-hydraulic presses including the LOG S8 and LOG S9 series, this is controllable through the cycle programming. If your screw recovery is running after ejection rather than during cooling, you are adding its full duration to your cycle time unnecessarily.
Clamp open and close profiles can typically run faster with a controlled deceleration near end stops rather than at a conservative single speed throughout. The machine speed capabilities of servo-hydraulic presses make this adjustment more precise and repeatable than conventional hydraulic systems.
Ejector stroke is often programmed for maximum part clearance and never revisited. Reducing ejector stroke to the minimum needed for reliable part release reduces the time spent in the ejection phase of every cycle.
How Machine Technology Affects Your Optimization Ceiling
Process setup and parameter tuning can recover a significant amount of cycle time on almost any machine. But the machine itself sets the ceiling on what is achievable. Servo-hydraulic presses like the LOG S8 and LOG S9 series have specific advantages for cycle time optimization compared to conventional fixed-speed hydraulic presses.
| Optimization Factor | Conventional Fixed-Speed Hydraulic | LOG Servo-Hydraulic (S8/S9) |
|---|---|---|
| Injection speed profile precision | Limited by valve response time and hydraulic pressure variability | Servo motor enables precise multi-stage profiles with faster response |
| Clamp speed profile | Less precise speed control through the clamp stroke | Controlled servo-driven clamp with fast open/close and smooth deceleration |
| Screw recovery overlap | Possible but less responsive under load | Clean servo control makes recovery overlap precise and reliable |
| Shot-to-shot repeatability | Variable, affected by oil temperature and pump pressure fluctuation | Higher repeatability, less variation cycle to cycle |
| Energy consumption during optimization | Full power draw regardless of cycle phase | Power only consumed when the machine is doing work |
View the LOG S8 Series View the LOG S9 Series Processing Assistance Shop Virtus Equipment Direct